



▲中国商飞制造总师姜丽萍(中)
让中国大飞机翱翔蓝天,是刻在上海浦东祝桥镇的中国商飞总装制造中心里一块石头上的一句话,在让飞机飞起来之前,必须先把天南地北不同企业生产的各个大部段拼接起来。在今天举行的2017年度上海科技奖励大会上,由中国商飞上海飞机制造有限公司牵头完成的“大型客机机体数字化装配关键技术及集成应用”项目,被授予上海市科技进步奖一等奖。
百万铆钉环环相扣,2毫米钢材变坚固外壳
飞机蒙皮仅2毫米厚,一阵风就能把它吹得变形,但把它组装成飞机外壳后,却能够承载70吨重物飞上蓝天,这究竟是如何办到的?
柔与刚的转化是6万个零部件、百万个连接件环环相扣赋予的,这项占飞机制造总周期的40%的装配工作,容不得一点马虎。“最难的地方在于要控制每一个零部件的偏差向。”项目第一完成人、中国商飞制造总师姜丽萍说,“如果铆钉拧得太松,部件链接处就会不牢固,如果拧得太紧,应力累积在连接处容易产生疲劳裂纹。”
由于飞机零件多样且形状复杂,很长时间以来,飞机装配是工人们用手工完成的。姜丽萍回想起大飞机装配的场景仍然动容:地面上的工人们用眼睛死死盯要铆接的钢板是否对齐,钢板旁边的工人完成孔位、制孔、送钉、施铆等多个步骤。直到20世纪80年代后期,飞机数字化装配技术才在西方航空工业发达国家发展起来。
这一方面是因为飞机尺寸变大了,以C919为例,全机长38.9米,全翼长35.8米,全机高11.95米,其大部件对接过程中,零配件数量更多,跨尺度测量精度更难保证;另一方面是航空工业获得极大发展,迄今为止C919已经获得815架订单,如果仍然采用手工装配,生产效率跟不上市场需求。
大型客机机体数字化装配势在必行
在国家973、863等10余个项目支持下,5年前上海飞机制造有限公司、上海交通大学、南京航空航天大学共同开始了对解决现代民机数字化装配中的重要关键技术及一系列技术难题的探索。
首先难的是材料,C919大量采用复合材料和铝锂合金等新型轻质材料,新材料的各项参数都需要从零研究。姜丽萍团队发现,同等疲劳时间下,铝锂合金受力更加敏感,更容易产生劈裂、毛刺、分层等问题,这将装配难度提上了一个台阶。

▲中国商飞制造总师姜丽萍(左)
在经历了数不清的测量和实验后,他们提出了刚柔混合结构偏差分析方法,开发了数字化装配偏差仿真分析系统,计算机上的数字仿真与实际装配结果一致性超98%,仿真速度提高一个量级,大大降低了装配偏差。
原本需要手工铆接的工序也被自动化机械所取代。他们发明了铆接干涉量估算方法,在不破坏材料的情况下可对干涉量做出预测,建立了符合材料制孔质量监控体系,自动制孔合格率达100%。
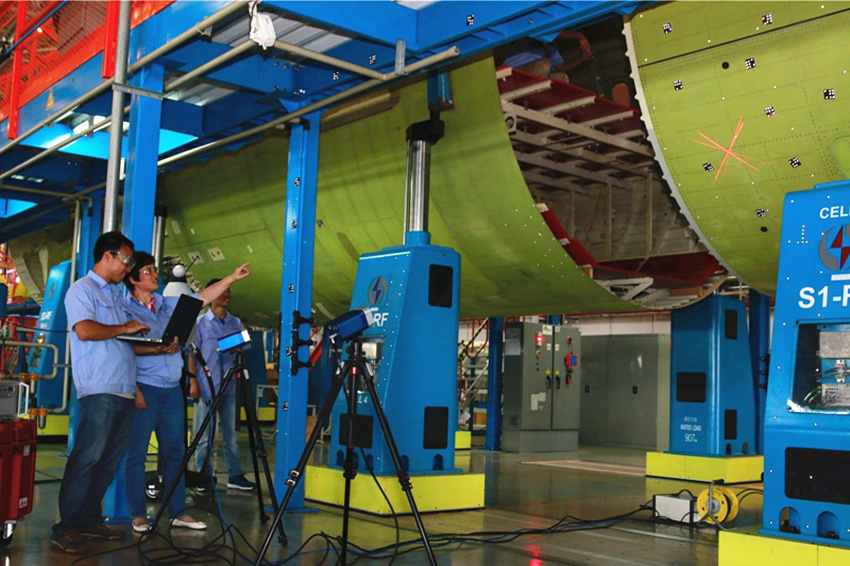
现在的数字化飞机装配车间是这样一幅场景:各个装配工位上,激光跟踪仪与自动定位器合作“亲密无间”,它们传来各部件的各项信息,工程数控系统完成自动制孔,自动引导运输车在各部件间穿梭。
就硬件而言,C919的总装线是世界一流的
5年艰苦卓绝的技术攻关,换来中国航空协会鉴定专家一致表示,项目总体成果达到国际先进水平,部分达到国际领先水平。姜丽萍心中有杆秤:就硬件而言,C919的总装线是世界一流的。
这也形成了首套我国民航总局适航部门认可的民机工艺规范,该项目探索出的装配过程中采用的设备、工艺参数、过程控制方法、质量检测方法、人员资质等要求,已成为我国民机机体装配的制造依据。
有规范才能推广,该项目创新成果推广应用于ARJ21新支线飞机项目,大大缩短了装配周期。项目更推广至西飞、成飞、沈飞、洪都、哈飞等多家航空制造骨干企业,培育了50余家符合民机适航要求的零件、工装、道具配套企业。
“飞机的关键工艺技术只有靠中国人自己自主攻关。”上海飞机制造公司屏着这样一口气,持续做好生产线智能化改造与生产线元器件国产化等方面的工作。
文:沈湫莎
编辑制作:朱颖婕
责任编辑:许琦敏
*文汇独家稿件,转载请注明出处。|图:中国商飞上海飞机制造有限公司
违法与不良信息举报电话:021-22898778
本网站文字、图片和视频作品,除特别说明外均为独家授权发布,转载请注明出处和原文链接。